
气体保护焊(以 MIG/MAG 焊为例)
核心原理
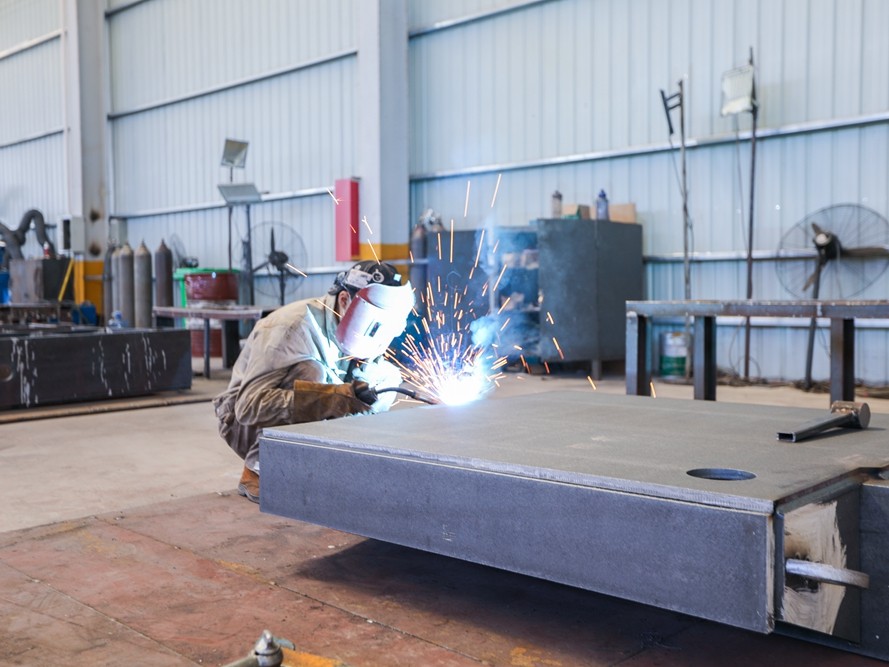
通过连续送进的焊丝作为电极,电弧熔化焊丝与母材,同时喷出惰性气体(MIG 用 Ar)或活性混合气体(MAG 用 Ar+CO₂)隔绝空气,保护熔池。
技术特点
优势:设备成本低、操作灵活、对装配间隙容忍度高(可达 0.3mm),适合中厚板(1-10mm)及大面积焊接。
局限:热输入较大,变形相对明显;焊缝成形精度较低,后续可能需要打磨。
典型应用
汽车车身框架、钢结构件、管道焊接等批量生产场景,尤其适合低碳钢、低合金钢、铝合金等材料。
日常操作与保养
工作前确认接地可靠(接地电阻≤4Ω),避免触电或设备故障。
停用超过 1 周时,需放空气管内残留气体,防止 moisture (水分)在管内凝结(尤其南方潮湿地区),避免焊缝产生气孔。
铝合金焊接后,需及时清理送丝系统残留的铝屑,防止铝氧化皮堵塞导管或磨损部件。
运动系统与工装
导轨、丝杠等运动部件需每周加注专用润滑油(根据设备型号选择),防止磨损导致定位精度下降(激光焊对定位精度要求≤0.05mm)。
工装夹具需每日清理飞溅物,尤其定位销、基准面,避免工件装夹偏差超出激光焊允许的间隙范围(≤0.1mm)。
两类设备维护的核心差异
维护维度 气体保护焊 激光焊
核心关注部件 送丝系统、焊枪、气体管路 激光器、光学镜片、冷却系统、运动精度
环境要求 无严格温湿度要求,防尘即可 严格控制温湿度、洁净度
精度维护 侧重送丝稳定性、气体流量 侧重光路校准、运动定位精度
风险 触电、气体泄漏(易燃易爆气体如 CO₂需远离火源) 激光辐射、高压电击(激光器多为高压电源)
